热点资讯
当前位置: 主页 > >
晋中批发设备EAMON牌PLFK080-L3-60-S2-P2空心轴伺服减速器
文章来源:ymcdkj
发布时间:2024-04-29 08:00:04
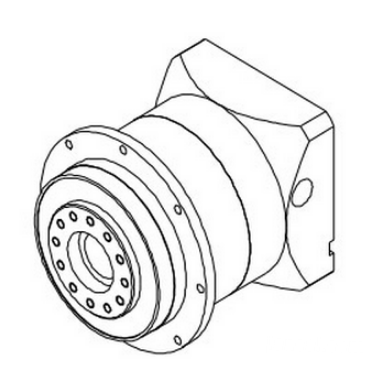
-S2-P2空心轴伺服减速器
表面完整性研究Pramanik等[38]对SiCp/661Al复合材料、661Al合金进行切削对比试验,发现低进给速度下661Al的表面粗糙度比SiCp/661Al高,但当进给量大于.3mm/r时情况却发生了转变。在试验的切削速度范围内,661Al比SiCp/661Al的表面粗糙度值高。复合材料的表面没有发现进痕,切削速度对表面粗糙度没有明显的影响。El-Gallb等[42]的研究表明,切削SiCp/Al复合材料时,已表面在碳化硅颗粒的周围有空洞产生并伴有颗粒的拔出、断裂和破碎,中拔出的颗粒在已表面拖动对其造成划伤以致形成凹槽,已表面粗糙度随进给速度的增大而减小,负的前角导致大的表面粗糙度。
晋中设备:EAMON牌PLFK080-L3-60-S2-P2空心轴伺服减速器
4.建立润滑维护制度。可根据润滑工作“五定”原则对减速机进行维护,到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
-S2-P2空心轴伺服减速器
减速特性
1、高扭力、耐冲击:行星齿轮之机构形同于传统平行齿轮的传动方式。传统齿轮仅依靠两个齿轮间极少数点接触面挤压驱动,所有负荷集中于相接触之少数齿轮面,容易产生齿轮间摩擦与断裂。而行星齿轮减速机具有六个更大面积与齿轮接触面360度均匀负荷,多个齿轮面共同均匀承受瞬间冲击负荷,使其更能承受较高扭矩力之冲击,本体及各轴承零件也不会因高负荷而损坏破裂。
2、体积小、重力轻:传统齿轮减速机的设计皆有多组大小齿轮偏向交错传动减速,由于减速比须由两个齿轮数之倍数值产生,大小齿轮间更要有一定之间距咬合,因此齿箱容纳空间极大,尤其高速比的组合时更需要由两台以上减速齿箱连接组合,结构强度相对减弱,更使齿箱长度加长,造成体积与重量极为庞大。行星减速机的结构可依需求段数重复连接,单独完成多段组合,体积小,重量轻、外观轻巧,相形使设计更有价值感。
3、率、低背隙:由于齿轮减速机每一组齿轮减速传动时只有单齿面咬合接触,当传动相等扭力时需要更大的齿面应力,因此齿轮设计时必须采用更大之模数与厚度,齿轮模数越大将造成齿轮间偏转公差值变大,相对形成较高齿轮间隙,各段减速比间的累计背隙随之增加。而行星齿轮组合中特有的多点均匀密合,外齿轮环的圆弧包洛结构,使外齿轮环与行星齿轮间紧密结合,齿轮间密合度高,除了提升极高之减速机效率之外,设计本身可达到高精度作用。
有的用户在设备运行一段时间后,驱动电机的输出轴断了。为什么驱动电机的输出轴会扭断?当我们仔细观查驱动电机折断的输出轴横断面,会发现横断面的外圈较明亮,而越向轴心处断面颜色越暗, 到轴心处是折断的痕迹(点状痕)。这一现象大多是驱动电机与减速机装配时两者的不同心所致。
当驱动电机和减速机间装配同心度保证得较好时,驱动电机输出轴所承受的仅仅是转动力(扭矩),运转时也会很平顺,没有脉动感。而在不同心时,驱动电机输出轴还要承受来自于减速机输入端的径向力(弯矩)。这个径向力的作用将会使驱动电机输出轴被迫弯曲,而且弯曲的方向会随着输出轴转动不断变化。如果同心度的误差较大时,该径向力使电机输出轴局部温度升高,其金属结构不断被破坏, 终将导致驱动电机输出轴因局部疲劳而折断。两者同心度的误差越大时,驱动电机输出轴折断的时间越短。在驱动电机输出轴折断的同时,减速机输入端同样也会承受来自于驱动电机输出轴方面的径向力,如果这个径向力超出减速机输入端所能承受的径向负荷的话,其结果也将导致减速机输入端产生变形甚至断裂或输入端支撑轴承损坏。因此,在装配时保证同心度至关重要!
从装配工艺上分析,如果驱动电机轴和减速机输入端同心,那么驱动电机轴面和减速机输入端孔面间就会很吻合,它们的接触面紧紧相贴,没有径向力和变形空间。而装配时如果不同心,那么接触面之间就会不吻合或有间隙,就有径向力并给变形了空间。
同样,减速机的输出轴也有折断或弯曲现象发生,其原因与驱动电机的断轴原因相同。但减速机的出力是驱动电机出力和减速比之积,相对于电机来讲出力更大,故减速机输出轴更易被折断。因此,用户在使用减速机时,对其输出端装配时同心度的保证更应十分注意!
晋中设备:EAMON牌PLFK080-L3-60-S2-P2空心轴伺服减速器
+< S3-28FE24
S3-38MB35
VRB-180 -19EC16
-S3-19EC16 -S3-48KA42 V 3-28HB22
S3-28HB24
S3-19DB19
其中,陶瓷结合CBN超精油石,能够保持连续不变的高切削率,同时磨损量非常小,临界压力高,可大大提高工件的整体质量和统一性。金刚石超精油石,能够获得的切削率,的磨损率和的表面精研效果。立方体碳化硅油石,类似于金刚石立方体氮化硼,切削力和质量仅次于前两者,比一般的碳化硅高。2超精工艺技术超精工艺上将整个超精研过程分为粗超和精超二个阶段。粗超阶段中油石磨料比较锋利,油石压力较高,工件转速较低,摆头频率较高,因而切削能力强,是去除工件量的主要阶段。