热点资讯
当前位置: 主页 > >
狼山乡传动装置步进式AXF140-L1-10-K5-35均载行星减速机
文章来源:ymcdkj
发布时间:2024-04-29 15:26:05
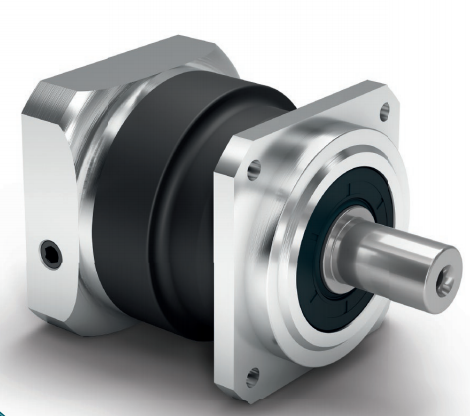
K5-35均载行星减速机
它们是主要用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。压缩成型方法是根据塑料特性,将模具加热至成型温度(一般在13℃-18℃),然后将计量好的压塑粉放入模具型腔和加料室,闭合模具,塑料在高热、高压作用下呈软化粘流,经一定时间后固化定型,成为所需制品形状。压注成型与压缩成型不同的是设有单独的加料室,成型前模具先闭合,塑料在加料室内完成预热呈粘流态,在压力作用下高速挤入模具型腔,硬化成型。
行星减速机的专业术语
减速比:输入转速与输出转速之比。
级数:行星齿轮的套数。一般可以达到三级,效率会有所降低。
满载效率:在负载情况下(故障停止输出扭矩),减速机的传递效率。
工作寿命:行星减速机在额定负载下,额定输入转速时的累计工作时间。
额定扭矩:是额定寿命允许的长时间运转的扭矩。当输出转速为100转/分,减速机的寿命为平均寿命,超过此值时减速机的平均寿命会减少,当输出扭矩超过两倍时减速机故障。
噪音:单位分贝dB(A),此数值实在输入转速3000转/分,不带负载,距离减速机1米距离时测量值。
回差:将输入端固定,是输出端顺时针和逆时针方向旋转,当输出端承受正负2%额定扭矩时,减速机输出端由一个微小的角位移,此角位移即为回程间隙,也称“背隙”。单位是“分”,即一度的1/60。
如果不是驱动电机轴断,而是减速机的输出轴折断,除了减速机输出端装配同心度不好的原因以外,还会有以下几点可能的原因。
首先,错误的选型致使所配减速机出力不够。有些用户在选型时,误认为只要所选减速机的额定输出扭矩满足工作要求就可以了,其实不然。一是所配驱动电机额定输出扭矩乘上速比,得到的数值原则上要小于减速机产品样本的相应额定输出扭矩;二是同时还要考虑其驱动电机的过载能力及实际应用中所需工作扭矩。理论上,用户所需工作扭矩一定要小于减速机额定输出扭矩的 2 倍。尤其是有些应用场合必须严格遵守这一准则,这不仅是对减速机内部齿轮和轴系的保护,更主要的是避免减速机的输出轴被扭断。如果没有考虑到这些因素,一旦设备有问题,减速机的输出轴被负载卡住,这时驱动电机的过载能力依然会使其不断加大出力,直到减速机的输出轴所承受的力超过其输出扭矩,轴就会扭断。如果减速机额定输出扭矩有一定的裕量,那么扭断输出轴的槽糕情况就会避免。
其次,在加速和减速的过程中,减速机输出轴所承受瞬间的冲击扭矩如果超过了其额定输出扭矩的 2 倍,并且这种加速和减速又过于频繁,那么 终也会使减速机断轴。如果有这种情况出现,应仔细计算考虑加大扭矩裕量。
伺服系统的发展方向
随着生产力不断发展,要求伺服系统向高精度、高速度、大功率方向发展。
(1)充分利用迅速发展的电子和计算机技术,采用数字式伺服系统,利用微机实现调节控制,增强软件控制功能,排除模拟电路的非线性误差和调整误差以及温度漂移等因素的影响,这可大大提高伺服系统的性能,并为实现控制、自适应控制创造条件。
(2)发高精度、快速检测元件。
(3)发高性能的伺服电机(执行元件)。目前交流伺服电机的变速比已达1∶10000,使用日益增多。无刷电机因无电刷和换向片零部件,加速性能要比直流伺服电机高两倍,维护也较方便,常用于高速数控机床。
-14BJ11
K3-19DB19
VRS-060 -14BM12
-K3-14BM12 -K3-14BL14 V 3-19DE19
K3-19HF16
K3-19EC16
VRS-060 -14DG14
-K3-14DG14
上一篇:易县钢制单人床制式单层床
下一篇:肇源沥青灌缝胶欢迎##