热点资讯
当前位置: 主页 > >
驱动未来新设备EAMON牌BH120R-L2-20-B1-D1-S8高效能行星减速机
文章来源:ymcdkj
发布时间:2024-05-04 23:44:28
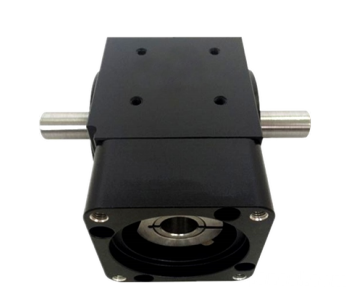
驱动未来新设备:EAMON牌BH120R-L2-20-B1-D1-S8能行星减速机
很多人在FAG轴承或拆卸FAG轴承的时候,有很多细节不注意或者方法不当,导致了FAG轴承损坏,或者影响了FAG轴承的使用性能,那么如何正确的与拆卸轴承呢,下面介绍了需要注意的技巧。FAG轴承技巧1.时,任何情况下都不可以敲击,对FAG轴承施加的作用力,绝不可通过滚动体从一个轴承圈传递到另一个轴承圈,否则可能会对滚道造成损坏。我们可以根据类型、尺寸,选择机械、加热或液压等方法进行。偏心套的时候要先将偏心套套在轴承内套的偏心台阶上,并用手顺轴的旋转方向拧紧,然后再将小铁棍插入或顶住偏心套上的沉孔,用手锤顺轴的旋转方向敲击小铁棍,使偏心套牢固, 锁紧偏心套上的内六角螺钉。固定轴承座的螺栓先不要拧紧,要让轴承外套在轴承座内能转动,再将轴承座螺栓紧固好。用同样的方法装好同一根轴上的另一端轴承和座,将轴转动几圈,让轴承本身自动找正位置后。往轴上轴承前将轴颈表面打磨光滑干净,并在轴颈处涂油防锈兼润滑(允许轴承在轴上有稍微转动),同时必须先拔下轴承外套的固定销。在轴承座与轴承配合面涂润滑油,把轴承装入轴承座内。然后将装配好的轴承与轴承座一起套在轴上,推至所需位置处进行。为了防止配合面之间产生摩擦腐蚀。对于间隙配合的轴承圈,建议在配合面涂一层薄薄的防蠕动腐蚀剂。FAG轴承拆卸技巧1.用内六角扳手松FAG轴承偏心套上的锁紧螺钉,然后用小铁棒插入顶盖偏心套上的沉孔,逆着轴的旋转方向打松偏心套。旋松固定FAG轴承座的螺栓后,将进口轴承连同轴承座一起从轴上卸下。
驱动未来新设备:EAMON牌BH120R-L2-20-B1-D1-S8能行星减速机
行星减速机的型号与伺服电机的功率如何搭配呢?
通常情况下伺服电机功率与行星减速机型号搭配 15、120型号
0W、配180型号
驱动 -B1-D1-S8能行星减速机
从使用上理解3种控制方式 1、 转矩控制:转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V对应5Nm的话,当外部模拟量设定为5V时电机轴输出为2.5Nm:如果电机轴负载低于2.5Nm时电机正转,外部负载等于2.5Nm时电机不转,大于2.5Nm时电机反转(通常在有重力负载情况下产生)。可以通过即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现。应用主要在对材质的受力有严格要求的缠绕和放卷的装置中,例如饶线装置或拉光纤设备,转矩的设定要根据缠绕的半径的变化随时更改以确保材质的受力不会随着缠绕半径的变化而改变。 2、 位置控制:位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值。由于位置模式可以对速度和位置都有很严格的控制,所以一般应用于装置。应用领域如数控机床、印刷机械等等。
行星减速机使用注意事项:
1) 额定扭矩:负载所需要的扭矩不能超过减速机的额定扭矩,例如:400W伺服电机的额定扭矩为1.3NM,使用减速比为100:1的减速机,那么理应得到1.3NM*100=130NM的扭矩,但400W对应的减速机自身有额定的扭矩只有50NM左右,所以只能按50NM的力矩来计算,负载不能超过50NM
2) 间隙:因为是机械传动,所以间隙是肯定存在的,所以一定要了解减速机的间隙,计算是不是符合设备的要求,国外的有些厂家能到3弧分以下
3) 噪音:行星减速机普遍在60-65分贝左右
注:有些客户次用,也不会算力矩、惯量,这就会导致很多不必要的麻烦,所以初步选型是很有必要的,选大了浪费,选小了容易损坏,究竟怎样才能选好呢?这关系到你的负载是什么结构?是滚珠丝杆、齿条结构还是皮带轮传动呢?这都需要通过计算和实践。
驱动未来新 -D1-S8能行星减速机
+
PL60 2-K
PL80 2-K
PL90 -100-P2-K
PLF60 0-P2-K
P 25-P2-K
100-P2-K
24-25-P2-K
面积小于2平方米的店面,为了充分利用空间,需要精心计算货架的长度与节数,以使货架与店面实现搭配;面积在3平方米以上的店面,可以考虑设置主销产品陈列区,因为店铺在未来的经营中,可能会对某个品牌的烟或酒进行重点促销,需要进行重点陈列;面积在4平方米以上的店铺可以设计堆头位置,这也是出于销重点品牌的考虑。另外,经营者应根据商品销量的大小预留出商品周转仓储区,否则,这会给以后的经营带来很大的便利。机器应具备良好性能无摆动;法兰盘的大小要一致是锯片直径的1/3;法兰盘表面应平整干净互相垂直相交;垫圈应垂直;机轴应该平整笔直公差不超H7;锯片在前要擦洗干净如果锯身上黏有树脂需要稀释擦尽;如锯片有钝感应及时修磨并注意保持锯齿原有切割角度;修磨时不仅要选择合适的金刚石砂轮同时也要使用冷却液;锯片扩孔建议不超过原孔的2毫米否则会引起失张则锯片切割效果会受影响;每次都必须保证法兰盘和垫圈的干净平整;.修磨后角和锯身时千万小心不要手工操作会造成锯齿碎裂和锯身失衡;.排锯时千万注意铁架和料台需呈同一水平;.切割之前要查看锯片已紧固一方锯片在轴上打滑。