热点资讯
当前位置: 主页 > >
精致服务机电直连式ZPLE120-L1-7-S2-P2精密伺服减速箱
文章来源:ymcdkj
发布时间:2024-05-06 03:27:18
精致服务机电:直连式ZPLE120-L1-7-S2-P2精密伺服减速箱
过渡销具有两个作用,一是在使用现有顶出器的情况下,它能使滑动式传感器免受脱模压力的干扰。另一作用是当生产周期短、脱模速度快时,它能使传感器不受顶出板快速加速和减速的影响。滑动式传感器顶部的推件销的大小决定了所需传感器的大小。当模腔内需要多个传感器时,模具设计人员对它们使用同样大小的顶销,以避免模塑商出现设置错误或者调校错误。由于顶销的作用是向传感器传递塑料熔体的压力,故而不同的制品要采用不同尺寸的顶销。
精致服务机电:直连式ZPLE120-L1-7-S2-P2精密伺服减速箱
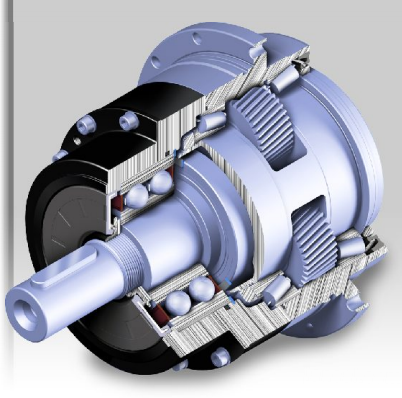
3、率、低背隙:由于齿轮减速机每一组齿轮减速传动时只有单齿面咬合接触,当传动相等扭力时需要更大的齿面应力,因此齿轮设计时必须采用更大之模数与厚度,齿轮模数越大将造成齿轮间偏转公差值变大,相对形成较高齿轮间隙,各段减速比间的累计背隙随之增加。而行星齿轮组合中特有的多点均匀密合,外齿轮环的圆弧包洛结构,使外齿轮环与行星齿轮间紧密结合,齿轮间密合度高,除了提升极高之减速机效率之外,设计本身可达到高精度作用。
精致服务机电:直连式ZPLE120-L1-7-S2-P2精密伺服减速箱
三、焊后及机
焊后用石棉被覆盖保温,以降低淬硬程度,避免脆裂。为消除焊接应力,可用火焰将焊缝区加热至350~550 ℃,埋在热砂或者白灰中缓慢冷却,直至冷却到常温。焊接处外观要求整齐美观,焊缝均匀,无气孔、夹渣、未熔合、飞溅和咬边现象。检查外观合格后,将输出轴焊接部位重新车外圆和端面至要求尺寸即可。
上述的焊接修法简单实用,成本低,而且经过验证,焊接修复后的行星减速机输出轴不论在强度、精度等方面几乎与之前没有差别,完全可以正常使用。所以当您的行星减速机出现了断轴问题,您也不必苦恼了,按照以上的操作即可修复。
减速机出厂检验要求:
行星伺服减速机速比计算方法:
一、定义计算方法:
减速比=输入转速÷输出转速。
二、通用计算方法:
减速比=使用扭矩÷电机功率电机功率输入转数÷使用系数。
三、齿轮系计算方法:
减速比=从动齿轮齿数÷主动齿轮齿数÷主动轮齿数,然后把得到的结果进行相乘。
以上的介绍的内容,就是行星伺服减速机 为常用的三种计算方法,通过这三种计算方式,就可以准确地计算出行星伺服减速机的速比。但是,因为力的作用是相互的,所以在选择大的功率配大的减速比时,要注意行星伺服减速机安全系数的选择。否则,若是安全系数小的话,万一出现急停很容易会造成打齿的情况出现。
精致服务机电:直连式ZPLE120-L1-7-S2-P2精密伺服减速箱
+
然后的结果是:苛刻的反对者变成了热烈的拥护者。除了时间和技术效益之外,这次变革还带来意想不到的收获:员工们深深爱上了零点系统,不断地自发寻找和发零点系统新的应用和进行技术。这种自发的动力将为公司在未来创造更多的价值。AMF重型系统和通用零点系统非常适合重型切削及轻型切削,以为具有同一种接口:AMF通用零点器具有夹紧力55kN(右)和重载型15卡N(左)两种夹紧力。另外一家德国工具商需要为客户不同领域品种繁多的产品,而且批量都很小。