热点资讯
当前位置: 主页 > >
德州批发新传动设备行星式ZPLF60-25零齿隙伺服减速箱
文章来源:ymcdkj
发布时间:2024-05-06 07:05:11
德州新传动设备:行星式ZPLF60-25零齿隙伺服减速箱
历来磨超都是轴承技术领域的关键技术和核心技术。国外轴承工业,6年代已形成一个稳定的套圈磨超工艺流程及基本方法,即:双端面磨削——无心外圆磨削——滚道切入无心磨削——滚道超精研。除了结构特殊的轴承,需要附加若干工序外,大量生产的套圈均是按这 程的。几十年来,工艺流程未出现根本性的变化,但是这并不意味着轴承技术没有发展。简要地说,6年代只是建立和发展双端面——无心外圆——切入磨——超精研这一工艺流程,并相应诞生了成系列的切入无心磨床和超精研机床,零件精度达到3~5um,单件时间13~18s。年代则主要是以应用6m/s高速磨削、控制力磨削技术及控制力磨床大量采用,以集成电路为特征的电子控制技术的数字控制技术被大量采用,从而提高了磨床及工艺的稳定性,零件精度达到1~3um,零件时间1~12s。年代以来,工艺及设备的精度已不是问题,主要发展方向是在稳定质量的前提下,追求更高的效率,调整更方便以及系统的数控化和自动化。轴承套圈的磨削在轴承生产中,磨削劳动量约占总劳动量的6%,所用磨床数量也占全部金属切削机床的6%左右,磨削的成本占整个轴承成本的15%以上。
减速特性
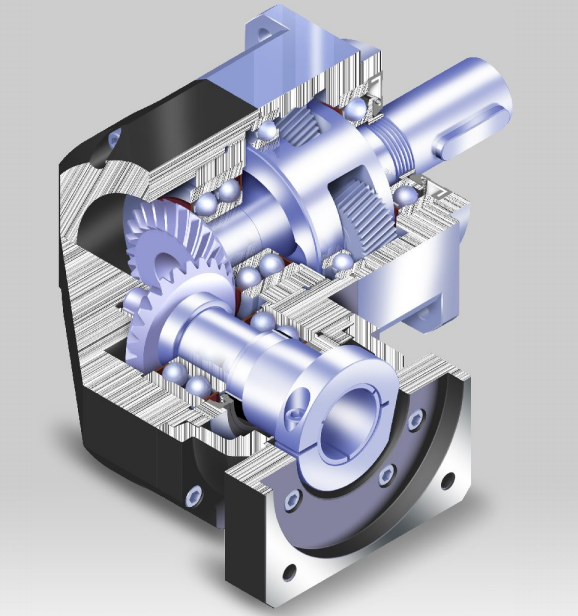
1、高扭力、耐冲击:行星齿轮之机构形同于传统平行齿轮的传动方式。传统齿轮仅依靠两个齿轮间极少数点接触面挤压驱动,所有负荷集中于相接触之少数齿轮面,容易产生齿轮间摩擦与断裂。而行星齿轮减速机具有六个更大面积与齿轮接触面360度均匀负荷,多个齿轮面共同均匀承受瞬间冲击负荷,使其更能承受较高扭矩力之冲击,本体及各轴承零件也不会因高负荷而损坏破裂。
2、体积小、重力轻:传统齿轮减速机的设计皆有多组大小齿轮偏向交错传动减速,由于减速比须由两个齿轮数之倍数值产生,大小齿轮间更要有一定之间距咬合,因此齿箱容纳空间极大,尤其高速比的组合时更需要由两台以上减速齿箱连接组合,结构强度相对减弱,更使齿箱长度加长,造成体积与重量极为庞大。行星减速机的结构可依需求段数重复连接,单独完成多段组合,体积小,重量轻、外观轻巧,相形使设计更有价值感。
精密行星减速机升温测试方法
减速机温升的测定应在不受外界温度影响的室内进行,室内环境温度应在5~40℃范围内,室内空气应自由流通吗,不允许采用强迫流通的方式。
一、环境条件
1、行星减速机温升的测定应在不受外界温度影响的室内进行,室内环境温度应在5~40℃范围内,室内空气应自由流通吗,不允许采用强迫流通的方式。
2、测温点
测温点应选择在温度计能够接触到行星减速机润滑油的位置。
温度计分度值为0.5℃。
二、测定方法
1、工作温度的测定
被测减速机温升的测定,通常与减速机的承载能力及传动效率测定同时进行,也可单独进行,被测减速机在符合规定时,读取减速机在额定转速、额定输入功率下的工作温度。
2、环境温度的测定
在距被测减速机表面1.5m 处放置温度计,温度计测点距地面的高度与减速机轴心线等高,温度计的放置应不受外来辐射热与气流的影响,环境温度数值的读取与工作温度数值的读取应同时进行。
⑴油的检查
.切断电源,防止触电! 待减速机冷却!
.打放油螺塞,取油样。
.检查油的粘度指数
--如果油明显浑浊,建议尽快更换。
.对于带油位螺塞的减速机
--检查油位,是否合格
--油位螺塞
⑵油位的检查
.切断电源,防止触电!等待减速机冷却!
.移去油位螺塞检查油是否充满。
.油位螺塞。
⑶油的更换
却后油的粘度增大放油困难,减速机应在运行温度下换油。
.切断电源,防止触电!等待减速机冷却下来无燃烧危险为止!
注意:换油时减速机仍应保持温热。
.在放油螺塞下面放一个接油盘。
.打油位螺塞、通气器和放油螺塞。
.将油全部排除。
.装上放油螺塞。
.注入同牌号的新油。
.油量应与位置一致。
.在油位螺塞处检查油位。
.拧紧油位螺塞及通气器。
+
5-14BJ11
-K5-14BJ11 5-15BJ14
-K5-15BJ14 5-19HB19
-K5-19HB19 5-19EB16
-K5-19EB16 5-14DG14
-K5-14DG14