热点资讯
当前位置: 主页 > >
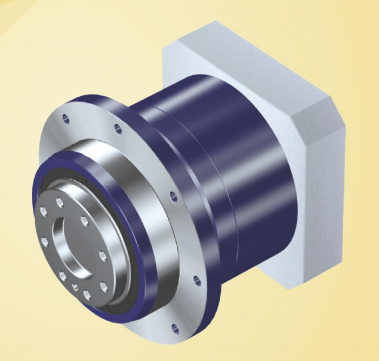
提供选型机械品直连式BL120A-L2-40-D1-S8高效能行星减速机
文章来源:ymcdkj
发布时间:2024-05-10 04:02:29
-S8能行星减速机
送料顺畅与否以及检测完成后良品的运送与 品排除是否确实也占了选购机台很大因素。近年来客户对于精度要求及交货时间也越趋严格,自动筛选机也逐渐受到紧固件业者青睐,未来在竞争激烈的紧固件行业势必成为不可或缺角色。随着紧固件在各行各业大量被使用,近年来光学自动筛选机/检测机也如雨后春笋般出现,对于紧固件业者来说,势必要精挑细选出一台机器能够检测出多样化产品,且适用于不同大小的自动检测机才能够符合业者投资检测机的价值。
1-S8能行星减速机
6、轴承工作寿命因素
规定要求使用工作寿命是 ?
7、轴承座因素
要考虑到轴承座的刚性,在运行过程中是否会发生变形
8、轴引导方式因素
轴在轴向是允许一定量的轴向位移?还是轴必须有大的轴向窜动?
9、财务预算因素
轴承布置费用的增加能提升系统功能的可靠性,稳定性么?为了延长工作寿命,方面行星减速机,费用有所提高可以么?
10、速度因素
轴承及齿轮组是高速运转?还是低速运转?或者速度有时高,有时低?
选型机械品:直连式BL120A-L2-40-D1-S8能行星减速机
步进电机和伺服电机之前是有一定的区别的,他们的区别可以从多方面进行对比分析,这里我们步进伺服电机厂家伊诗图给大家从下面的这些方面分析对比,看他们有哪些却别。
1.力矩范围:步进电机系统一般为中小力矩(一般在40Nm以下)范围;伺服电机系统可实现全范围。
2.速度范围:步进电机系统速度低(一般在2000RPM以下,大力矩电机小于1000RPM);伺服电机系统速度高(交流伺服可达5千RPM,直流伺服电机可达1~2万RPM)。
3.控制方式:步进电机系统主要是位置控制,也可实现智能化的位置/转速/转矩控制方式,低速时有振动(但使用高细分驱动器可明显改善);伺服电机系统闭环控制,运行平滑。
伺服行星减速机厂家带你了解减速机的热
1、表面淬火
常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果。表面淬火常用材料为碳的质量分数约0.35%~0.5%的钢材,齿面硬度可达45~55HRC。
2、渗碳淬火
渗碳淬火齿轮具有相对的承载能力,但必须采用精工序(磨齿)来消除热变形,以保证精度。
渗碳淬火齿轮常用渗碳前碳的质量分数为0.2%~0.3%的合金钢,其齿面硬度常在58%~62%HRC的范围内。若低于57HRC时,齿面强度显着下降,高于62HRC时则脆性增加。轮齿心部硬度一般以310~330HBW为宜。渗碳淬火齿轮的硬度,从轮齿表面至深层应逐渐降低,而有效渗碳深度规定为表面至深层应逐渐降低,而有效渗碳深度规定为表面至硬度52.5HRC处的深度。
渗碳淬火在轮齿弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于有表面的残余压应力,它可使轮齿拉应力区的应力减小。因此磨齿时不能磨齿根部分,滚齿时要用留磨量滚。
3、渗氮
采用渗氮可保证轮齿在变形的条件下达到很高的齿面硬度和耐磨性,热后可不再进行 的精,提高了承载能力。这对于不易磨齿的内齿轮来说,具有特殊意义。
4、想啮合齿轮的硬度组合
当大、小齿轮均为软齿面时,小齿轮的齿面硬度应高于大齿轮。而当两轮均为硬齿面且硬度较高时,则取两轮硬度相同。
伺服行星减速机厂家在这里再次说明,选择好的行星齿轮减速机材料,有利于提高齿轮减速机的承载力及使用寿命。
040-P1-P2
但切割有飞溅,透镜离工件太近容易将透镜损坏,因此一般大功率CO2激光切割工业应用中广泛采用5〃~7.5〃(127~19mm)的焦距。实际焦点光斑直径在.1~.4mm之间。对于高质量的切割,有效焦深还和透镜直径及被切材料有关。用5〃的透镜切碳钢,焦深为焦距的+2%范围内,即5mm左右。因此控制焦点相对于被切材料表面的位置十分重要。顾虑到切割质量、切割速度等因素,原则上6mm的金属材料,焦点在表面上;m的碳钢,焦点在表面之上;m的不锈钢,焦点在表面之下。