当前位置: 主页 > >
服务未来传动装置直连式AF140-L2-16-K7-42 伺服减速箱
文章来源:ymcdkj
发布时间:2024-04-24 08:33:11
K7-42 伺服减速箱
他提到一个分离系统,这个系统来自挪威 石油公司的气体工厂,该工厂位于靠近挪威斯塔万格的一个城市。这套工艺由1多个工序组成,精馏塔的集成度更高,这较多地降低了能耗。第三个有利因素是,在降低能耗的同时,蒸汽消耗量也会减少。这可以让我们将塔在物理结构上的设计变得更加细致。更少的再沸器和冷凝器,更细的塔径,这就意味着其成本必然低于传统精馏工艺。经常发生的情况是:当我们需要降低能耗成本时,往往会不得不加入新的设备,这就从另一方面导致成本的增加。
服务未来传动装置:直连式AF140-L2-16-K7-42 伺服减速箱
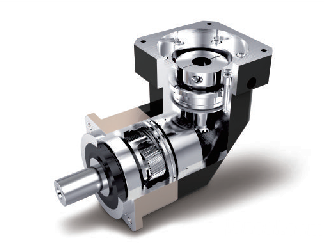
行星齿轮减速机工作原理:
1)齿圈固定,太阳轮主动,行星架被动。 此种组合为降速传动,通常传动比一般为2.5~5,转向相同。
2)齿圈固定,行星架主动,太阳轮被动。此种组合为升速传动,传动比一般为0.2~0.4,转向相同。
3)太阳轮固定,齿圈主动,行星架被动。此种组 向相同。
4)太阳轮固定,行星架主动,齿圈被动。此种组合为升速传动,传动比一般为0.6~0.8,转向相同。
5)行星架固定,太阳轮主动,齿圈被动。传动比一般为1.5~4,转向相反。
6)行星架固定,齿圈主动,太阳轮被动。此种组合为升速传动,传动比一般为0.25~0.67,转向相反。
7)把三元件中任意两元件结合为一体的情况:当把行星架和齿圈结合为一体作为主动件,太阳轮为被动件或者把太阳轮和行星架结合为一体作为主动件,齿圈作为被动件的运动情况。行星齿轮间没有相对运动,作为一个整体运转,传动比为1,转向相同。汽车上常用此种组合方式组成直接档。
8)三元件中任一元件为主动,其余的两元件自由:从分析中可知,其余两元件无确定的转速输出。
服务未来 2 伺服减速箱
步进电机是一种能将数字输入脉冲转换成旋转或直线增量运动的电磁执行元件。每输入一个脉冲电机转轴步进一个步距角增量。电机总的回转角与输入脉冲数成正比例,相应的转速取决于输入脉冲频率。 步进电机是机电一体化产品中关键部件之一,通常被用作控制和定速控制。步进电机惯量低、精度高、无累积误差、控制简单等特点。广泛应用于机电一体化产品中,如:数控机床、包装机械、计算机设备、复印机、传真机等。 选择步进电机时,首先要保证步进电机的输出功率大于负载所需的功率。而在选用功率步进电机时,首先要计算机械系统的负载转矩,电机的矩频特性能满足机械负载并有一定的余量保证其运行可靠。在实际工作过程中,各种频率下的负载力矩必须在矩频特性曲线的范围内。一般地说静力矩Mjmax大的电机,负载力矩大。 选择步进电机时,应使步距角和机械系统匹配,这样可以得到机床所需的脉冲当量。在机械传动过程中为了使得有更小的脉冲当量,一是可以改变丝杆的导程,二是可以通过步进电机的细分驱动来完成。但细分只能改变其分辨率,不改变其精度。精度是由电机的固有特性所决定。
蜗轮蜗杆减速机的主要特点是具有反向自锁功能,可以有较大的减速比,输入轴和输出轴不在同一轴线上,也不在同一平面上。但是一般体积较大,传动效率不高,精度不高。
行星式齿轮减速机的传动机构是齿轮,其结构简图不用画,很简单,想象一下有一大一小两个圆,两圆同心,在两圆之间的环形部分有另外三个小圆,所有的圆中的一个是内齿环,其他四个小圆都是齿轮,中间那个叫太阳轮,另外三个小圆叫行星轮.伺服电机带动减速机的太阳轮,太阳轮再驱动支撑在内齿环上的行星轮,行星轮通过其与外齿环的啮合传动,驱动与外齿环相连的输出轴,就达到了减速的目的 。
谐波减速机的谐波传动是利用柔性元件可控的性变形来传递运动和动力的,体积不大、精度很高,但缺点是柔轮寿命有限、不耐冲击,刚性与金属件相比较差。输入转速不能太高。行星减速机其优点是结构比较紧凑,回程间隙小、精度较高,使用寿命很长,额定输出扭矩可以的很大。但价格略贵。摆线减速机额定输出扭矩可以的很大。错误的选型致使所配减速机出力不够。有些用户在选型时,误认为只要所选减速机的额定输出扭矩满足工作要求就可以了,其实不然,一是所配电机额定输出扭矩乘上减速比,得到的数值原则上要小于产品样本的相近减速机的额定输出扭矩,二是同时还要考虑其驱动电机的过载能力及实际中所需工作扭矩。卧式摆线针轮减速机的工作位置均为水平位置。
服务未来传动装置:直连式AF140-L2-16-K7-42 伺服减速箱
磨削技术发展方向磨削当前除向超精密、率和超硬磨料方向发展外,自动化也是磨削技术发展的重要方向之一。目前磨削自动化在CNC技术日趋成熟和普及基础上,正在进一步向数控化和智能化方向发展,很多专用磨削NC软件和系统已经商品化。磨削是一个复杂的多变量影响过程,对其信息的智能化和决议计划,是实现柔性自动化和化的重要基础。目前磨削中人工智能的主要应用包括磨削过程建模、磨具和磨削参数公道选择、磨削过程监测预告和控制、自适应控制优化、智能化工艺设计和智能工艺库等方面。
上一篇:革吉组合更衣铁皮柜文件柜