当前位置: 主页 > >
江西零售新机电伺服式PLE60-60伞齿行星减速器
文章来源:ymcdkj
发布时间:2024-04-29 07:47:01
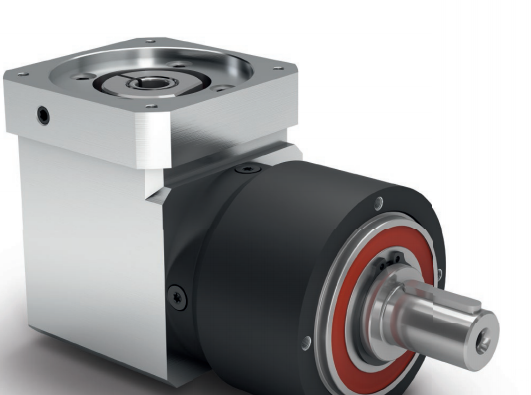
江西零新机电:伺服式PLE60-60伞齿行星减速器
复合镀层和纯镍镀层的耐腐蚀性均明显好于不锈钢,但复合镀层的耐腐蚀性却不如纯镍镀层。究其原因,由于复合镀层存在着大量的Ni/WC界面,在界面处不仅内应力大,而且质点处于高能量状态,腐蚀发生后界面松动,造成WC颗粒成团脱落,从而形成了图6a中的金相组织;从图6b可知,腐蚀后纯镍镀层表面呈现均匀的点状坑蚀,腐蚀在整个镀层表面均匀发生,不存在物质的成团脱落,这就使纯镍镀层的腐蚀失重反而小于纳米复合镀层,表现出更优异的耐腐蚀性能。4耐磨蚀性能对不锈钢、纯镍镀层、Ni-WC纳米复合镀层试样进行耐磨蚀性能对比,磨蚀时间为172h,按式得三者的磨 m2h)。纯镍镀层较不锈钢的耐磨蚀性能有所提高,Ni-WC纳米复合镀层的耐磨蚀性能,分别为不锈钢、纯镍镀层的2倍和1.5倍左右。这说明了镀层中镶嵌的纳米WC微粒在一定程度上改善了镀层的耐磨蚀性能。结合图5b可知,镀层中的WC微粒发生明显的团聚,与腐蚀过程一样,磨蚀过程中发生了WC颗粒的成团脱落,若解决纳米颗粒的团聚问题,应能进一步改善Ni-WC纳米复合镀层的耐磨蚀性能。
江西零新机电:伺服式PLE60-60伞齿行星减速器
2.润滑油和添加剂的选用。蜗齿减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和性,有效减少润滑油漏。
江西零新机电:伺服式PLE60-60伞齿行星减速器
行星减速机的主要特点介绍
一、高速比和率。 传动,效率在90%以上,如果采用多级传动,减速比更大。
二、结构紧凑体积小。由于采用了行星传动原理,输入轴与输入轴在同一轴心上,所以结构紧凑,体积小。
三、运转平稳噪声低。齿啮合齿数较多,重叠系数大以及具有机件平稳的机理,使振动和噪声限制在程度。
四、使用可靠、寿命长。因主要零件采用轴承钢,经淬火(HRC58-62)获得高强度,并且部分传动接触采用了滚动摩擦,所以经久耐用寿命长。
1.行星减速机时,应重视传动中心轴线对中,其误差不得大于所用联轴器的使用补偿量。对中良好能延长使用寿命,并获得理想的传动效率。
2.减速器的主动轴直接与电机联结时采用性联轴器,减速器被动轴直接与工作机联结时采用齿式联轴器或其他非刚性联轴器。
3.减速器的主动轴线和被动轴线与联接部分的轴线保证同心,其误差不得大于所用联轴器的允许值。
4.按规定的装置保证工作人员能方便地靠近油标,通气塞、排油塞。就位后,应按次序检查位置的准确性,各紧固件压紧的可靠性,后应能灵活转动。减速机采用油池飞溅润滑,在运行前用户需将通气孔的螺塞取下,换上通气塞。按不同的位置,并打油位塞螺钉检查油位线的高度,从油位塞处加油至润滑油从油位塞螺孔溢出为止,拧上油位塞确定无误后,方可进行空载试运转,时间不得少于2小时。运转应平稳,无冲击、振动、杂音及渗漏油现象,发现异常应及时排除。经过一定时期应再检查油位,以防止机壳可能造成的泄漏,如环境温度过高或过低时,可改变润滑油的牌号。
5.好减速器在正式使用前,应进行空载及部分额定载荷间歇运转各1~3小时后方可正式运转,运转应平稳无冲击,无异常振动和噪声及漏油等现象,油温不得超过85℃如发现故障应及时排除。
6.行星减速机应牢固地在稳定水平的基础或底座上,排油槽的油应能排除,且冷却空气循环流畅。基础不可靠,运转时会引起振动及噪声,并促使轴承及齿轮受损。当传动联接件有突出物或采用齿轮、链轮传动时,应考虑加装防护装置,输出轴上承受较大的径向载荷时,应选用加强型。
7.减速器使用时手转动必须灵活,无卡住现象,蜗杆轴承和蜗轮轴承的轴向间隙应符合技术要求的规定。
江西零新机电:伺服式PLE60-60伞齿行星减速器
QC2-W球杆仪:测量各轴间的垂直度;并机床电器误差与机械误差方向性断。RX1转台(可选):测量并回转工作台的转角精度的测量与补偿。电子水平仪等:测量机床滚摆等参数。间误差修正软件Fanuc三维空间补偿对应的修正软件是RVC-Fanuc,Siemens对应的修正软件是RVC-Siemens。RVC软件具备如下三大功能,每一功能能够为被测机床完成不同项目的补偿:普通线性误差补偿、三维空间误差补偿(线性位移、直线度、角度)和三轴间垂直度误差补偿。控系统及对应的空间补偿功能选择附件Fanuc3DCompensation功能和SiemensVCS功能。其中84Dsl1.3或更新版本,需要加载正确的ELF文件;雷尼绍发的RVC-Siemens适用于VCSplus、VCSA3和VCSA5。进行补偿功能要采取如下几个步骤:在机器工作空间范围中采集测量数据,评估偏差参数并将它们保存为数据文件;将文件拷入数控系统子目录Manufact.Cycles(CMA)中;采用GUD-变量补偿;系统实时计算补偿结果并根据三根几何轴线的实际MCS位置将其写入位置偏置。空间补偿前对机床基础状况的要求在进行空间误差补偿前用球杆仪对机床综合精度状况进行评估,若机床存在较大的反向跃冲、伺服不匹配等电器误差,则即使进行空间误差补偿,也对该机床精度改善不大。在进行空间误差补偿前将机床电器误差调整为次要精度问题尤为必要(对机床综合精度状况评估参见QC2-W球杆仪使用说明)。重复精度不好的机床即使进行空间误差补偿,补偿效果也不明显。对于精度要求高达5m左右的数控机床,建议对其使用环境应该按三坐标测量机的使用环境来要求,否则从长远来看机床自身因环境变化而带来的精度变化将会在某种程度上削弱空间误差补偿的效果。